1 ЧАбд
ЫцзХЕчзгВњЦЗЯђЧсЁЂБЁЁЂЖЬЁЂаЁЗНЯђЗЂеЙЃЌХфКЯЪЙгУЕФЕчзгдЊМўвВдНРДдНаЁЃЌЫцжЎвЊЧѓЕчзгдЊМўРрВњЦЗЕФЧПЖШвВдНРДдНИпЃЌЗёдђЕчзгдЊМўдкећЛњзАХфМАНёКѓЕФЪЙгУЙ§ГЬжавзГіЯжЖЯСбЯжЯѓЃЌбЯжигАЯьећЛњВњЦЗЕФЪЙгУЁЃЕчзгдЊМўЕФЧПЖШДѓаЁзюИљБОЪЧдкВњЦЗХфЗНЩшМЦЩЯЃЌЕЋИљОнБЪепдкЖрФъЩњВњЙ§ГЬжаЕФОбщПЩжЊЃЌЩњВњЙЄвеЖдЕчзгВњЦЗЕФЧПЖШгАЯьвВЪЧжСЙиживЊЖјЧвДцдкЕФетаЉЮЪЬтЛЙВЛвзЗЂЯжЁЃЯТУцБЪепОЭБОШЫЕФвЛаЉЪЕМљОбщЃЌНсКЯЪЕР§ЖдЩњВњЙЄвеЙ§ГЬжаДцдкЕФгАЯьЧПЖШЕФвђЫиНјааЗжЮіЁЃЯЃЭћЖдЭЌааЕФХѓгбгавЛЕуЕуЦєЗЂЁЃ
2 гАЯьВњЦЗЧПЖШЕФЯжЯѓ
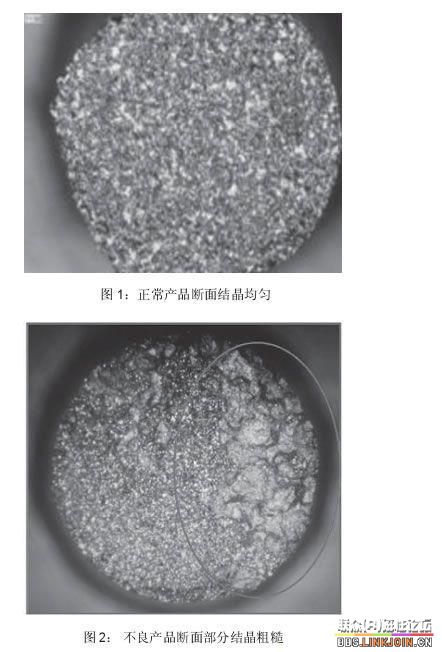
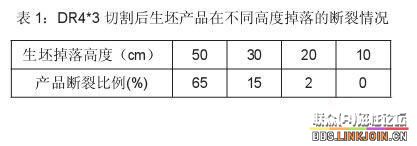
дкФјаПШэДХЬњбѕЬхЩњВњЙ§ГЬжагАЯьВњЦЗЧПЖШЕФЯжЯѓЃЌОЗжЮігавдЯТСНжжЪЧБШНЯГЃМћЕФЃКвЛжжЪЧВњЦЗдкЩеНсКѓГіЯжВПЗжСбЮЦЃЌетжжСбЮЦвЛАудкЩеНсГіРДКѓФмПДЕНБэУцгаСбЮЦЃЌНЯвзХаЖЯЃЛСэвЛжжЪЧдкЩеНсЧАВњЦЗвбгаВПЗжСбКлЃЌгЩгкСбЮЦЯИаЁЃЌдкЩеНсЧАЮоЗЈгУШтблХаЖЯЃЌЕЋЩеНсжЎКѓБэЯжГіРДЪЧЧПЖШЦЋЕЭЃЌВњЦЗЖЯУцгаВПЗжЛђШЋВПНсОЇДжВкЃЌжївЊБэЯжЪЧХњСПЩњВњжаИіБ№ВњЦЗЧПЖШВюЃЌВњЦЗвЛжТадВЛКУЁЃШчЭМ 1ЃЌЭМ 2ЃК
3 двђЗжЮі
ЕквЛжжСбЮЦжївЊгывЄТЏЦјЗеЛђЩеГЩЧњЯпгаЙиЃЌвЛАуЭЈЙ§ЕїећвЄТЏКѓНЯвзНтОіЃЌЧветРрЧщПідкаавЕФкбаОПНЯЖрЃЌдкДЫВЛЖрНВЁЃ
ЖдгкЩеНсЧАЕФСбЮЦНЯвўБЮЃЌФбвдВщевдвђЃЌБЪепИљОнздЩэОбщЃЌжиЕуРДЬИвЛЯТИУРрЮЪЬтЕФВњЩњКЭНтОіЗНЗЈЁЃ
ВњЩњДЫжжАЕСбЮЦжївЊДгЗлСЯЕФдгжЪЗНУцКЭГЩаЭЁЂЧаИюЕФЩњВњЙ§ГЬжаВщевдвђЃК
(1) ЗлСЯдгжЪЃКаЮГЩАЕСбЮЦЕФжївЊдгжЪгавдЯТМИЗНУцЃКЂй МгШыЕФНКЫЎгааЉНсПщГЩЭХКѓНјШыЗлСЯжаЃЛЂк дкГЩаЭЧАПХСЃЕїећЪБЃЌМгШыгВжЌЫсаПЃЌгЩгкгВжЌЫсаПЗлжагааЉДжПХСЃЃЌЛђгВжЌЫсаПНсПщГЩЭХЁЃЕБНКЫЎКЭгВжЌЫсаПГЩЭХНЯДѓЪБЃЌдкВњЦЗЩеНсЙ§ГЬжаЃЌНКЫЎЛђгВжЌЫсаПЕЭЮТЗжНтЛгЗЂЃЌдкЗжНтЛгЗЂЙ§ГЬжаЃЌОжВПЦ№ЕНжњШлМСЕФаЇЙћЃЌДгЖјЕМжТВњЦЗОжВПаЮГЩДѓНсОЇвдМАНКЫЎЭХКЭгВжЌЫсаПДѓПХСЃЛгЗЂКѓаЮГЩПеЖДЃЌЕМжТВњЦЗЧПЖШНЕЕЭЁЃБЪепдјзіЙ§ЪдбщЃЌНЋНКЫЎМАгВжЌЫсаПЗлЙ§ЩИКѓЃЌЗжБ№НЋЩИЩЯСЯЃЈМДНКЫЎЭХКЭгВжЌЫсаПДжПХСЃЃЉКЭЩИЯТСЯЗжБ№МгШыФјаПШэДХЬњбѕЬхЗлСЯжаЛьКЯОљдШКѓбЙжЦГЩаЭЃЌЧаИюЃЌЩеГЩЁЃЗЂЯжМгШыЩИЩЯСЯЕФВњЦЗЩеНсКѓЕФВњЦЗга 10% вдЩЯДцдкАЕСбЮЦЛђДѓНсОЇЃЌЧПЖШЦЋЕЭЁЃЖјМгШыЩИЯТСЯЕФВњЦЗЩеНсКѓЕФВњЦЗАЕСбБШР§НіЮЊ 0.4%ЁЃШчЭМ 3ЁЃ

(2) ГЩаЭМАЧаИюЪБЯТСЯИпЖШЬЋИпЃКгЩгкВњЦЗдкЯТСЯЙ§ГЬжагаЛЅЯрХізВЃЌШчЙћЯТСЯИпЖШЬЋИпЃЌЯрЛЅХізВЕФСІЖШЙ§ДѓЃЌдђВњЦЗВПЗжЕФеГНсЧПЖШНЕЕЭЃЌЩеНсКѓвВНЋНЕЕЭВњЦЗЕФЧПЖШЁЃБЪепдјНЋЧаИюКѓЕФ DR4*3 ЩњХїВњЦЗдкВЛЭЌИпЖШЯТЕєТфЃЌЗЂЯжгавдЯТЖЯСбЧщПіЃЌШчБэ 1ЃК
(3) МгЙЄЕЖЯпЫйЖШВЛЙЛЃЌШчЭМ 4ЃК
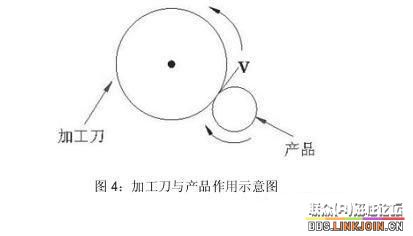
ВњЦЗЧаИюЪБЃЌЫйЖШВЛЙЛЃЌдђМгЙЄЕЖгыВњЦЗЫВМфзїгУЪБЖЏСПВЛЙЛЃЌВЛФмНЋВњЦЗгааЇЧаИюЃЌЪЙМгЙЄЕЖЖдВњЦЗаЮГЩвЛИіНЯДѓЕФМЗбЙзїгУЃЌЕМжТВњЦЗдкЧаИюЪБЃЌФкАкгыжажљНгДЅЕуаЮГЩЮЂСбЮЦЃЌВњЦЗЧПЖШЯТНЕЁЃ
(4) ЧаИюЧАЕФКцСЯЮТЖШКЭЪБМфПижЦВЛКУЃЌВњЦЗЧаИюЧАБиаыОЙ§вЛЕРКцИЩЕФЙ§ГЬЃЌетЕРЙЄађдкЩњВњЙ§ГЬжаЃЌДѓЖрЪ§ШЫЖдЫќЕФзїгУШЯЪЖВЛЙЛЩюПЬЃЌЭљЭљВЛЛсжиЪгЁЃЦфЪЕетЪЧвЛИіБШНЯЙиМќЕФЙЄађЃЌгЩгкГЩаЭЧАЕФЗлСЯвЛАуЖМгаНЯИпЕФЫЎЗнЃЌГЩаЭКѓЕФЩњХїКЌЫЎСПНЯИпЃЌШєжБНгЧаИюЃЌдђЧаИюКѓЗлГОШнвзНсЭХЃЌГщЗчЛњГщВЛГіШЅЖјОлМЏдкЧаИюЛњКЭВњЦЗЩЯЃЌЕМжТЮоЗЈе§ГЃЩњВњЃЌвђДЫБиаыКцПОКѓШЅЕєвЛВПЗжЫЎЗнЃЌВХФмЗРжЙЗлГОНсЭХЃЛЕЋКцПОЮТЖШЙ§ИпЃЌКцПОЪБМфЙ§ГЄЃЌВњЦЗжаЕФЫЎЗнКЭНКЫЎЕФеГНсСІМѕШѕЃЌЩњХїЧПЖШБфВюЃЌЧаИюЪБНЋЛсЕМжТВњЦЗЕФжажљгыФкАкУцНгДЅДІВњЩњЮЂСбЮЦЃЌЩеНсКѓВњЦЗЧПЖШЦЋЕЭЁЃ
[ДЫЬљзгвбОБЛзїепгк2009-4-16 11:37:49БрМЙ§]



 МгКУгб
МгКУгб  ЗЂЖЬаХ
ЗЂЖЬаХ

 Post ByЃК2009-4-16 10:55:00
Post ByЃК2009-4-16 10:55:00





